只需一步,快速开始
2025-3-23 16:30| 发布者: aido| 查看: 17| 评论: 0|来自: 网络
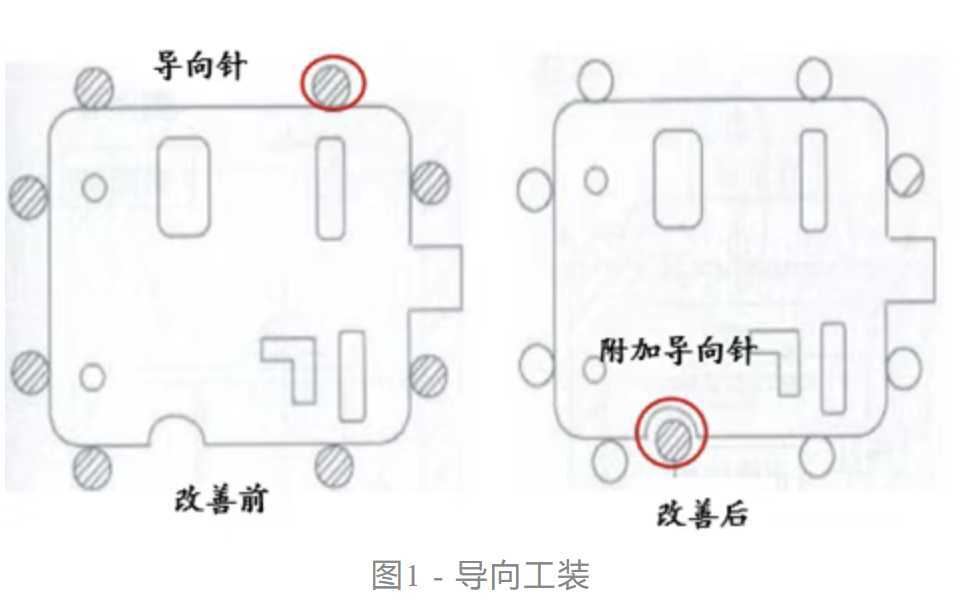
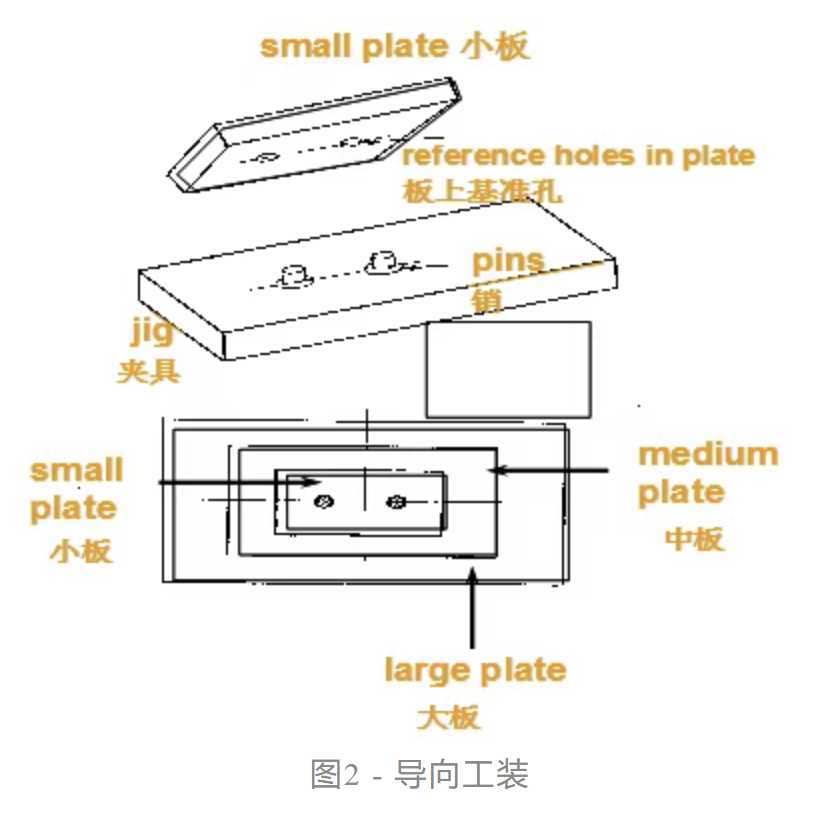
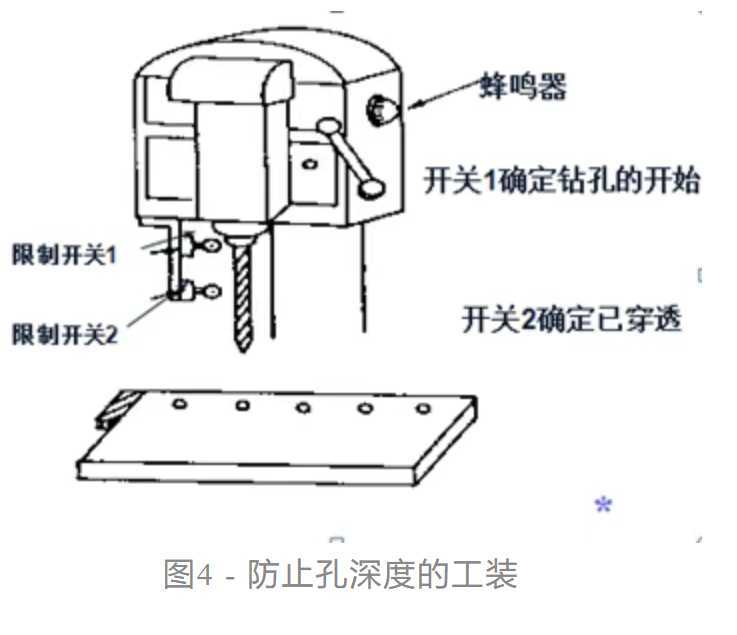
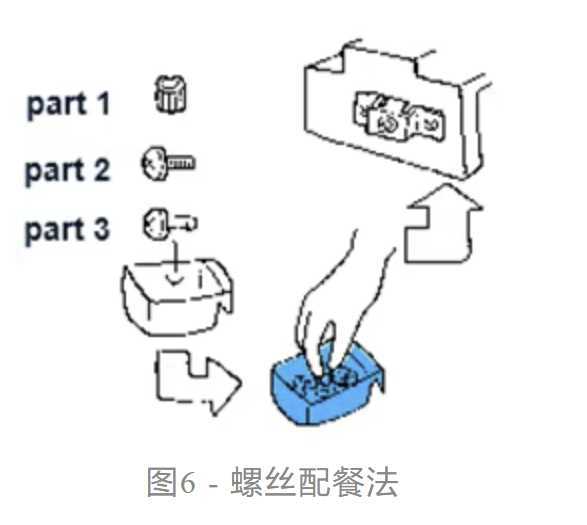
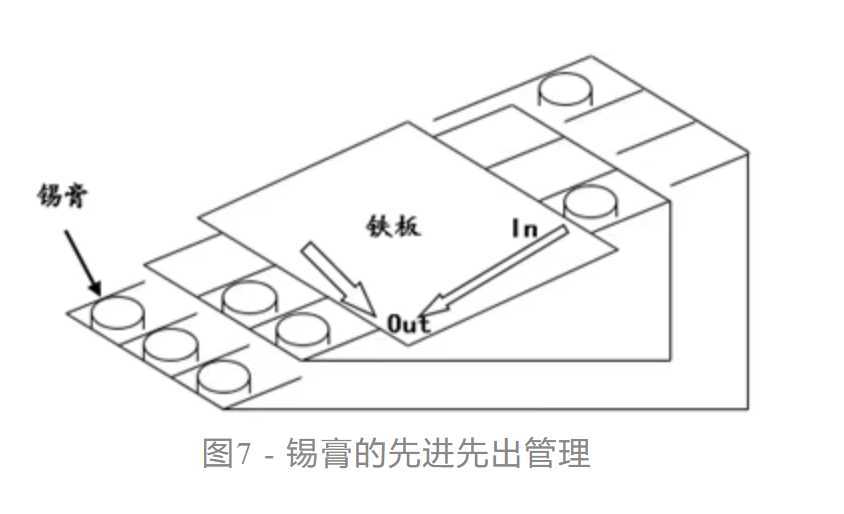
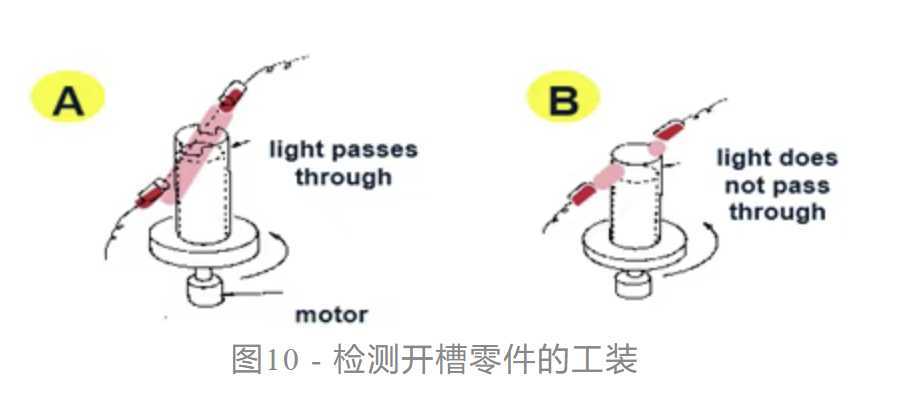
各种失误在生产制造过程中随时随地都可能发生,其结果是造成产品缺陷和质量损失。防错技术的应用,可以有效避免或减少失误的发生,从而降低质量损失,今天给大家分享几种典型防错技术在生产制造中的应用原理与案例,供大家广泛开发和应用防错技术借鉴。
评论
Archiver 手机版 小黑屋 极简网 ( 蜀ICP备2021008020号-2|蜀ICP备2021008020号-2 )
Powered by Discuz! X3.5 © 2001-2025 Discuz! Team.
 微信公众号
添加方式:
微信公众号
添加方式: